Coração Dourado e a Metalurgia do Pó
A história: Na cidade de Vale
Dourado, localizada no interior do Rio Grande do Sul, uma empresa
familiar chamada "Metalúrgica Vale Dourado" prospera há décadas. Fundada
por Miguel Silva, um visionário apaixonado pela Engenharia, a empresa
começou como uma pequena oficina de fundição. No entanto, com a
introdução da metalurgia do pó, a Metalúrgica Vale Dourado embarcou em
uma jornada de transformação que mudaria não apenas a empresa, mas
também toda a comunidade ao seu redor.
Há alguns anos, a Metalúrgica Vale Dourado estava enfrentando desafios
significativos. A competição acirrada no mercado de peças metálicas e a
pressão por produtos mais leves, duráveis e econômicos estavam ameaçando
sua sobrevivência. Foi quando Miguel, tomou a decisão ousada de
investir na tecnologia emergente da metalurgia do pó.
A metalurgia do pó é uma técnica de fabricação de peças metálicas por
meio da compactação e sinterização de pós metálicos. Miguel e sua equipe
montaram uma linha de produção especializada, equipada com prensas de
alta precisão, fornos de sinterização avançados e sistemas de controle
de qualidade meticulosos.
O Produto Emblemático: O primeiro grande sucesso da
Metalúrgica Vale Dourado na metalurgia do pó foi o "Coração Dourado" -
um componente usado em sistemas de transmissão de alta performance.
Feito de uma liga especial de aço, o Coração Dourado era conhecido por
sua resistência excepcional, leveza e durabilidade. - Rapidamente,
tornou-se um produto de destaque da empresa, buscado por indústrias de
maquinaria em todo o país. Por ser uma peça grande ele é produzido em
lote unitários, ou seja, um por vez.
O processo: Para a produção se iniciar, uma seleção e
preparação dos pós metálicos já é realizada com antecedência. Materiais
como ferro, cobre, níquel e ligas especiais são cuidadosamente
escolhidos com base nas propriedades desejadas para o produto final. Os
pedidos do Coração Dourado chegam na fábrica seguindo uma distribuição
exponencial de 100 minutos. Os pós são então submetidos a processos de
moagem e mistura, seguindo uma distribuição EXPO(30) minutos para
garantir uma distribuição homogênea das partículas.
Os pós metálicos preparados são alimentados para a prensa de alta
precisão na forma de moldes. Sob altas pressões, os pós são compactados
em formas precisas reproduzindo detalhes intrincados e geometrias
complexas. O tempo de compactação segue uma distribuição Normal com
média 5 minutos e desvio padrão 1 minuto. Ele garante a densidade e
integridade estrutural adequadas das peças.
As peças compactadas são então colocadas no forno de sinterização, onde
são submetidas a temperaturas controladas em atmosferas controladas
segundo uma distribuição Triangular com mínimo de 120 minutos, moda de
150 minutos e máximo de 180 minutos. Durante a sinterização, as
partículas de metal se fundem parcialmente, formando ligações sólidas
entre si. Isso resulta na consolidação das peças e no aumento da
resistência mecânica.
Após a sinterização, 80% das peças são submetidas ao processo de
retificação para dar acabamentos às peças e alcançar as dimensões finais
e a qualidade superficial desejadas. Esse processo de retificação segue
uma distribuição Normal com média de 15 minutos e desvio padrão de 3
minutos.
Antes de irem para embalagem e expedição, 100% das peças produzidas
passam por um rigoroso controle de qualidade. Isso inclui inspeções
visuais, testes dimensionais, testes de resistência e análises químicas.
Em média, 3% das peças não atendem aos critérios de qualidade e são
rejeitadas ou retrabalhadas conforme necessário. O tempo de inspeção,
realizada pelo Inspetor da Qualidade, segue uma distribuição Exponencial
com média de 10 minutos.
Por fim, as peças inspecionadas e aprovadas são
cuidadosamente embaladas - pelo operador de embalagem - de acordo com os
requisitos do cliente e prontas para envio, segundo uma Distribuição
Triangular com mínimo de 2 minutos, moda de 2,5 minutos e máximo de 3
minutos. As peças então embaladas, seguem para expedição.
Hoje, a Metalúrgica Vale Dourado é reconhecida
como uma líder na indústria da metalurgia do pó. Sua história é uma
prova do poder da visão, inovação e perseverança.
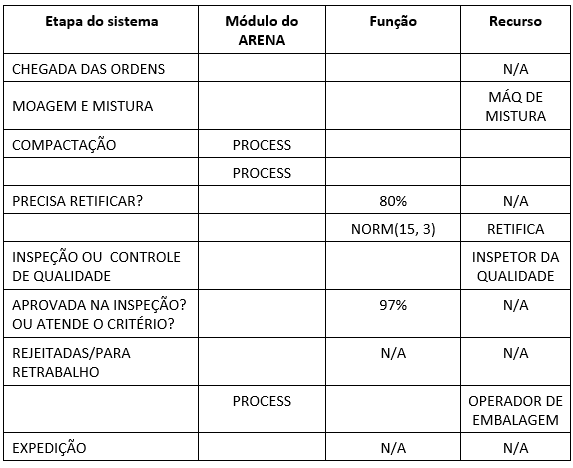
FASE 1
Agora já conhecendo o comportamento dos dados de
todas as operações, complete a tabela abaixo, com todas as etapas do
sistema a ser simulado, qual módulo do ARENA deve ser utilizado para
representá-lo na simulação, suas respectivas funções e seus respectivos
recursos, quando houver.
FASE 2
Agora já conhecendo todas as informações do
processo produtivo da "Metalúrgica Vale Dourado", você decide simular o
processo produtivo no
software ARENA. Para isso, você se lembra que precisa considerar também os tempos de deslocamentos que ocorrem entre alguns setores.
•Entre sinterização e retificação: 60s
•Entre sinterização e inspeção da qualidade: 80s
•Entre retificação e inspeção da qualidade: 20s
•Entre inspeção da qualidade e embalagem:45s
Embora nesse caso os tempos de deslocamento sejam desprezíveis, não interferindo significativamente nos resultados,
você deve considerá-los nessa simulação.
Elabore uma simulação no software ARENA com duração
de 24 horas, considerando
10 replicações e com unidade de
Tempo Base em
minutos.
Responda:
a) Apresente uma imagem do fluxograma criado no ARENA.
b) Qual foi a quantidade de peças que entraram e saíram do processo?
Evidencia sua resposta com uma imagem do relatório gerado pelo ARENA.
c) Qual foi o tempo total médio para a fabricação de uma peça? Evidencia
sua resposta com uma imagem do relatório gerado pelo ARENA.
d) Qual foi o tempo total médio de transferência de uma peça? Evidencia
sua resposta com uma imagem do relatório gerado pelo ARENA.
e) Qual o tamanho médio das filas e o tempo médio de espera nas filas?
Evidencia sua resposta com uma imagem do relatório gerado pelo ARENA.
f) Qual operação possui maior número médio de entidades aguardando na fila? Qual é o tempo médio de espera nessa fila?
g) Qual a taxa de ocupação de cada recurso em percentual? Qual recurso
está mais sobrecarregado e qual recurso está mais ocioso? Evidencia sua
resposta com uma imagem do relatório gerado pelo ARENA.
FASE 3
Prezando pela qualidade de suas peças, a fábrica decidiu implementar
mais um controle de qualidade durante o processo de fabricação, agora
após a etapa de sinterização. Como você ainda não tem a distribuição de
probabilidade que melhor ajusta os dados desse novo controle de
qualidade para incluir na simulação, foram coletados 30 tempos desse
processo que se iniciou a poucos dias, conforme mostra a Tabela 1, em
minutos.

Encontre qual expressão representa melhor o comportamento desses dados utilizando o
Input Analyzer
do ARENA e qual o valor do seu erro quadrático. Mostre também qual é a
função que pior representa esses dados e qual é o valor do seu erro
quadrático.
Para isso, crie um arquivo de texto para os dados e utilize o
Input Analyzer, do ARENA.
Deixe claro na resposta, as funções encontradas e o gráfico de histograma gerado pelo Input Analyzer (prints).
 FASE 4
FASE 4
Avaliando o processo produtivo, na prática sabemos que a metalurgia do
pó utiliza esteiras rolantes entre algumas de suas etapas. Se o Miguel
pedisse para você simular novamente esse processo representando as
esteiras transportadoras que ele possui, quais módulos do ARENA você
utilizaria para fazer essa simulação e para que serve cada um deles?
(Não é necessário simular).